ماكينة لحام بالليزر بنظام جالفو (نظام الحركة جالفو فائق السرعة)
(تنفيذ لحام فائق السرعة والدقة باستخدام نظام توجيه شعاع ليزر متطور)
Galvo Laser Welding Machine
ماكينة لحام بالليزر بنظام جالفو (نظام الحركة جالفو فائق السرعة)
(تنفيذ لحام فائق السرعة والدقة باستخدام نظام توجيه شعاع ليزر متطور)
Galvo Laser Welding Machine
طول موجة الليزر 1064 نانومتر
أقصى طاقة نبضة 30 جول (وضع QCW)
سرعة المسح 7000 مم/ ثانية
دقة التكرار ±0.02 مم
تتميّز ماكينة اللحام بالليزر ذات الماسح الجلفو بمواصفات فائقة:
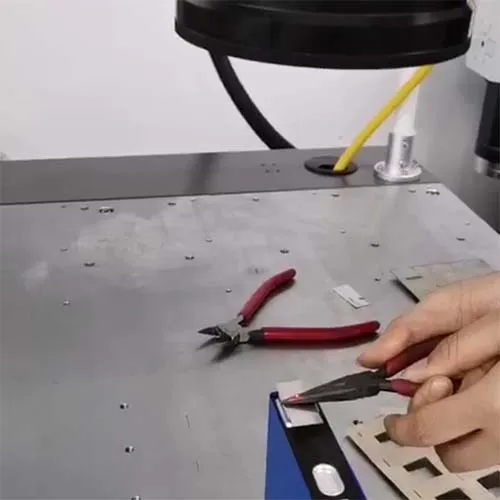
مسح فائق السرعة: يحقّق ماسح الجلفو سرعة استجابة ديناميكية تصل إلى 7000 مم/ثانية، وبالاقتران مع ليزر أليافي عالي الكثافة للطاقة بطول موجي 1064 إلى 1080 نانومتر، ترتفع كفاءة اللحام بأكثر من 8 أضعاف مقارنة بالأجهزة التقليدية، مع قدرة إنتاجية يومية تتجاوز 3000 قطعة.
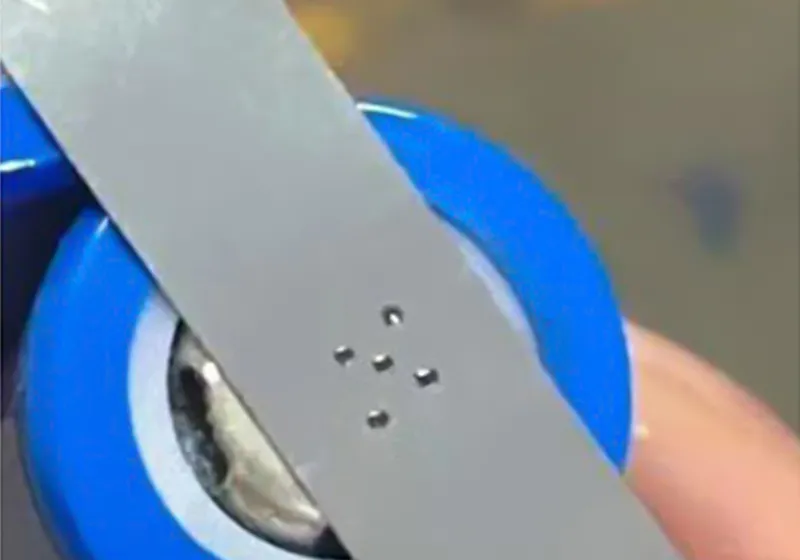
دقة معالجة متناهية: يمكن ضبط قطر البقعة من 0.1 إلى 2.0 ملم، مع دقة تحديد مواقع متكررة تصل إلى حتى 0.02 مم. كما تدعم اللحام المتواصل للمعادن غير المتجانسة مثل النحاس-الألمنيوم والتيتانيوم-الموليبدينوم، إضافة إلى المواد فائقة الرقة حتى سماكة 0.1 مم، مع تحقيق قوة لحام تفوق 95 % من المادة الأصلية.
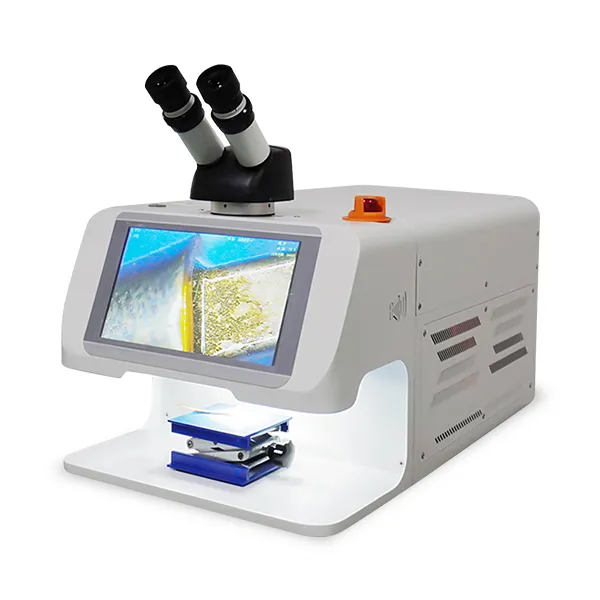
تكامل ذكي: مزوّدة بشكل قياسي بنظام تحديد المواقع عبر كاميرا CCD ونظام تركيز ديناميكي، مما يجعلها مثالية لخطوط الإنتاج الآلية، مع ضمان معدل إنتاجية يصل حتى 99.5 بالمائة.
مصدر الفايبر ليزر
نوفّر لمعداتنا مصادر ليزر من علامات تجارية مرموقة محلياً وعالمياً مثل Raycus وJPT وMAX وSUPER وIPG، حيث تتميز هذه المصادر بكفاءة عالية في تحويل الطاقة، وانخفاض استهلاك الكهرباء، وجودة شعاع ممتازة، مما يضمن أداءً مستقراً ودقة فائقة في مختلف تطبيقات اللحام والوسم الصناعي.
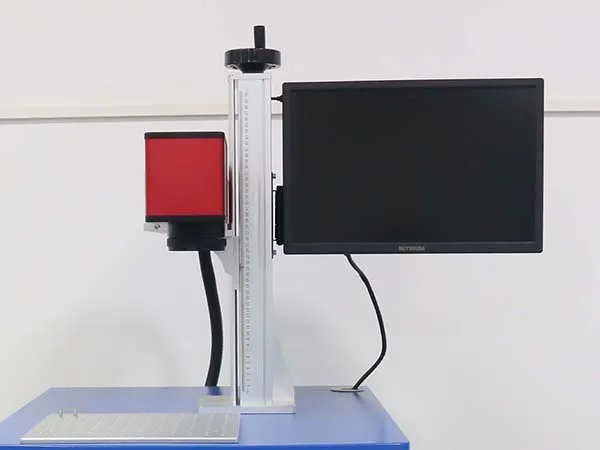
كابينة التحكم للحام بنظام الجلفو
تم تصميمها كمحطة عمل مكتبية متكاملة، حيث تجمع في وحدة واحدة بين مصدر الليزر، ونظام المسح الجلفو، ووحدة التحكم، كما يشغل الجهاز مساحة لا تتجاوز 1.5 متر مربع، مما يجعله مثالياً للاستخدام في الورش والمعامل والبيئات التي تتطلب حلولاً موفرة للمساحة.
ماسح جلفو عالي السرعة يعتمد على محرك مؤازر (سيرفو) لتحقيق زمن استجابة حتى 0.7 ميلي ثانية وسرعة مسح تصل إلى 7000 مم/ثانية، مما يعزز القدرة الإنتاجية اليومية لتتجاوز 3000 قطعة. كما يدعم أنماط تذبذب متعددة مثل الموجة الجيبية، والحلزون، وشكل الرقم 8، مع تردد تذبذب قابل للتعديل يصل إلى 2500 هرتز، مما يجعله مثالياً للحام المعادن غير المتجانسة واللحام النقطي الدقيق.
حاسوب صناعي PC
مزود مسبقاً ببرمجيات تحكم متخصصة للحام الجلفو، ويدعم استيراد ملفات DXF، والتخطيط المسبق لمسارات اللحام دون اتصال بالإنترنت، ومعالجة تجميعية متعددة للملفات، مما يرفع كفاءة البرمجة بنسبة 50% .
هل يمكن لنظام اللحام بالليزر هذا لحام المواد عالية الانعكاس؟
يتطلب استخدام رأس بصري مقاوم للانعكاس (اختياري) من أجل لحام المواد شديدة الانعكاس مثل الذهب، والفضة، والنحاس.
ما هي دورة الصيانة لمعدات اللحام بالليزر للمعادن فائقة الرقة؟
يجب معايرة وحدة الجلفو مرتين سنوياً، وتنظيف العدسات كل ثلاثة أشهر.
ما هو الحد الأقصى لسماكة اللحام لهذا الجهاز؟
بالنسبة للفولاذ المقاوم للصدأ، يتراوح عمق اختراق اللحام في المرور الواحد بين 0.5 إلى 3 مم، ويمكن أن يصل اللحام متعدد الطبقات إلى سماكة تصل إلى 8 مم.
هل يتطلب تشغيل آلة اللحام هذه وجود مشغل لحام محترف؟
لا، بعد برمجة الجهاز، يمكن تشغيله بنقرة واحدة فقط بسهولة.
ما هي خدمات ما بعد البيع وسياسات الضمان المقدمة عند شراء جهاز اللحام بالليزر؟
نقدّم ضمان لمدة سنتين على المكونات الأساسية، بالإضافة إلى استشارات تقنية مجانية مدى الحياة.
نقدّم ضمان لمدة سنتين على المكونات الأساسية، بالإضافة إلى استشارات تقنية مجانية مدى الحياة.
التعشيش هو فراغات أو فقاعات غازية تظهر داخل حمم اللحام أثناء عملية اللحام بالليزر، مما يقلل من قوة اللحام، ويزيد من خطر حدوث كسور أو تشققات تحت الضغط. كما يؤثر سلباً على خصائص العزل والتسريب، بالإضافة إلى المظهر الجمالي للحام.
كيف يمكن تقليل أو منع تكون المسامات بفعالية أثناء لحام المعادن؟
الطريقة الأساسية للحد من التعشيش هي توفير حماية غازية مناسبة، حيث يجب اختيار خليط غازي يتناسب مع نوع المادة ويؤمّن حماية كافية ضد الملوثات الجوية. كما يجب فحص تدفق الغاز، وضغطه، وتوصيلات الأنابيب للتأكد من عدم وجود تسريبات أو انسدادات. وأخيراً، يجب تنظيف القطع جيدًا قبل اللحام لإزالة أي شوائب أو ملوثات.
ما هي الظواهر التي قد تحدث أثناء لحام الأجزاء المعدنية عند حدوث ارتفاع مفرط في درجة الحرارة؟
يحدث ارتفاع الحرارة عندما يمتص المكون طاقة ليزر زائدة، مما يؤدي إلى لحام عريض أو عميق بشكل مفرط. قد ينتج عن ذلك منطقة متأثرة بالحرارة (HAZ) أكبر من الطبيعي، مما يسبب احتراق السطح و/أو تغلغل مفرط قد يضر بالمكونات المجاورة. كما يقلل ارتفاع الحرارة من قوة اللحام، مما يؤدي إلى لحامات غير مستقرة وزيادة خطر حدوث كسور. إضافة إلى ذلك، يمكن أن يسبب ارتفاع الحرارة مظهراً غير مرغوب فيه للحام، حيث قد لا يتطابق شكل اللحام مع المعايير المتوقعة.
كيف يتكوّن التعشيش (تكون المسامات/ الفقاعات) أثناء عملية اللحام بالليزر؟
يمكن أن تحدث المسامات نتيجة عدة عوامل منها:
حماية غازية غير مناسبة: اختيار نوع الغاز أو كميته أو معدل تدفقه بشكل خاطئ يؤدي إلى دخول غازات مثل النيتروجين، والأكسجين، والهيدروجين إلى حمم اللحام المصهورة.
الشوائب أو مشاكل المادة: بعض المواد تكون أكثر عرضة لتكوّن لحامات مسامية، كما أن المواد غير النقية قد تبرد بشكل غير متساوٍ أو مبكر مما يساهم في ظهور الفراغات.
عدم التنظيف المسبق الكافي: الأوساخ والزيوت تعيق تدفق المادة النقية، وتسمح بدخول الغازات داخل اللحام، محدثة فراغات داخل منطقة اللحام.
كيف يمكن تقليل ظاهرة ارتفاع درجة الحرارة أثناء لحام الأجزاء المعدنية؟
أحد الحلول هو ضمان توفير حماية غازية مناسبة، مع التأكد من أن تدفق غاز الحماية يكون منتظماً (تدفق طبقي وليس مضطرباً، بالإضافة إلى مطابقة نوع الغاز مع نوع المادة الملحومة.
الحل الثاني يتعلق بتبديد الحرارة أو تعديل وضع شعاع الليزر. فعند تشابه أحجام المكونات، يساعد إزاحة شعاع الليزر قليلاً على توزيع الحرارة بشكل متوازن بين الأجزاء، مما يقلل من احتمال حدوث ارتفاع مفرط في درجة الحرارة.













 تكوين معياري قياسي
تكوين معياري قياسي  تكوين بمواصفات اختيارية
تكوين بمواصفات اختيارية قائمة الملحقات
قائمة الملحقات